
公司地址:江西省南昌市
客服QQ:123456789
传 真:400-123-4567
博鱼体育官网 boyutiyuguanwang 分类>>
博鱼体育- 博鱼体育官网- APP下载世界杯指定平台来图定制铝锻件从图纸到成品的完整流程解析
 2026-06-27 13:33:47
2026-06-27 13:33:47 浏览次数: 次
浏览次数: 次 返回列表
返回列表博鱼,博鱼体育,博鱼官方网站,博鱼体育登录入口,博鱼官网,博鱼体育登录入口,博鱼体育官网,博鱼体育下载,博鱼app下载,博鱼注册网址,博鱼体育官方网站,博鱼app,博鱼体育入口在铝合金零部件采购中,“来图定制”是许多企业客户的核心需求。无论是自行车钩爪、摩托车活塞、机器人结构件,还是新能源汽车电池支架,客户提供一张图纸或实物样品,工厂按照图纸要求完成从模具开发到成品交付的全过程。但这中间究竟经历了哪些环节?每个环节又有哪些需要关注的关键点?本文基于铝合金模锻行业的实际生产经验,系统梳理来图定制铝锻件的完整流程。

定制铝锻件的第一步,是客户提供3D图纸或实物样品。图纸上需要标注材质牌号、外形尺寸、公差要求、使用工况、强度与防腐要求等关键信息。工厂的技术团队收到图纸后,会进行工艺评审,评估锻造成型难度、工艺可行性以及选材适配性。
这个环节直接关系到后续生产的可行性。不同牌号的铝合金材料在强度、硬度、耐腐蚀性等方面存在差异,技术团队需要根据产品的使用场景推荐合适的材料。例如,6061和6082适用于一般结构件,7075适用于高强度要求的场景,5系铝合金则更适合需要耐腐蚀性的海洋环境相关产品。评估完成后,工厂会给出材质推荐、生产周期和报价方案。

户来说,这个阶段需要提供尽可能详细的技术资料和应用说明,图纸越完整,后续的定制过程就越顺畅。
图纸确认、报价达成一致后,项目进入模具开发阶段。铝合金模锻需要专用的锻造模具,模具的质量直接决定锻件的成型效果和尺寸精度。
模具开发包括模具设计与模具制造两个环节。设计阶段会依据产品结构确定分模面、拔模斜度、飞边槽位置等关键参数。制造阶段则通过CNC加工中心、线切割、火花机等设备完成模具的精密加工。
模具交期通常为15天左右。模具费用的计算方式需要关注——是作为一次性投入,还是分摊到每个产品的单价中,不同工厂的处理方式有所不同。对于小批量订单,模具费用的分摊方式会显著影响单件成本,建议在报价阶段就明确沟通清楚。

工厂会根据图纸要求的材质牌号采购对应的铝合金材料,常用牌号包括6061、7075、5052、6082、2A14等。原材料进厂后会进行化学成分分析和外观检查,确保材料符合要求。然后根据锻件的尺寸和形状,计算所需材料的重量和规格,进行锯切下料。下料尺寸需要预留锻造过程中的加工余量和锻造比,这个计算直接关系到材料利用率和后续加工的稳定性。

下料后的铝合金坯料需要加热至适合锻造的温度。加热过程分为两步:首先是预热,温度通常在200至300摄氏度左右,目的是减少热应力、防止产生裂纹;然后加热至锻造温度,大多数铝合金的锻造温度在400至500摄氏度之间。例如,6061铝合金的锻造温度通常在450至470摄氏度。加热过程中需要严格控制加热速度和加热时间,确保坯料均匀受热。
温度控制是锻造环节的核心要点之一。温度过高可能导致晶粒粗大、过烧,温度过低则可能导致充填不足或产生裂纹。

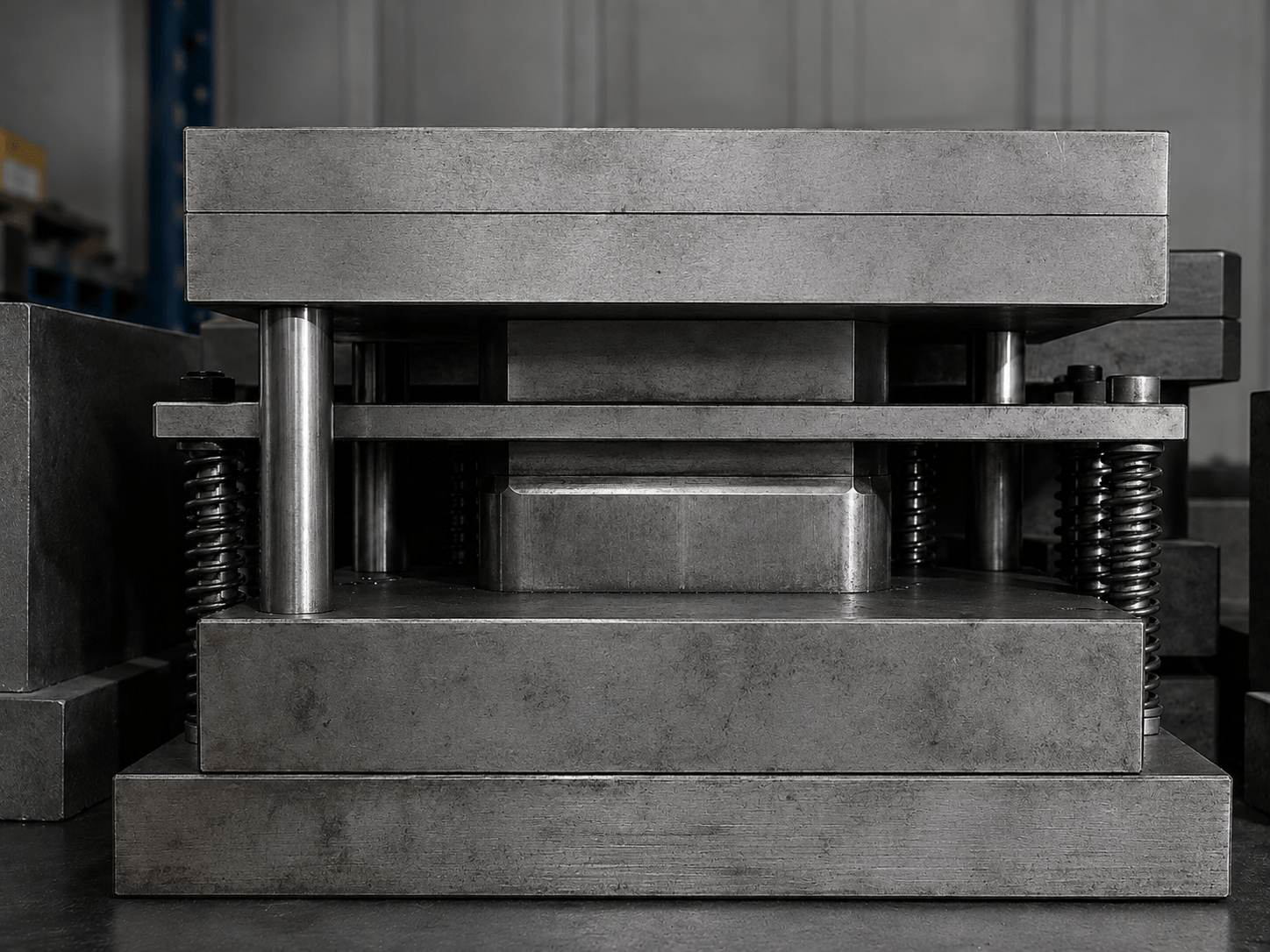
加热到合适温度的坯料被转移到锻造设备上进行成型操作。工厂将坯料放置在锻造模具中,通过施加压力使坯料发生塑性变形,逐步形成所需的锻件形状。
锻造设备的吨位选择取决于锻件的尺寸和形状。广东鑫平富配置了2500T、1200T、800T、650T、400T、300T等多吨位精密锻压机,可以覆盖从小型精密零件到中型结构件的各类锻压需求。锻造过程中可能需要进行多次镦粗、拔长等工序,以改善铝合金的内部组织、提高力学性能。
锻造工艺的一个核心优势在于,材料在压力和变形过程中晶粒结构得到细化,零部件的强度和韧性得到提升。同时,锻件的金属流线连续且完整,性能优于压铸件被打断的金属流线。此外,锻造件内部组织致密、无气孔砂眼,质量可靠性更高。
锻造成型后的毛坯件通常带有飞边和毛刺,需要通过切边工序去除。切边后的锻件进入热处理环节。
热处理是为了进一步提高铝合金锻件的力学性能。常见的处理方式包括固溶处理和时效处理。固溶处理使铝合金中的合金元素充分溶解在基体中,提高强度和硬度;时效处理则是在固溶处理后通过在一定温度下保温一段时间,使溶质原子发生沉淀强化。T5和T6是两种常见的时效处理工艺,具体选择取决于产品的性能要求。
热处理过程中需要控制变形,尤其是对于大尺寸或薄壁件,不合理的热处理工艺可能导致产品尺寸超标。

热处理后的锻件进入CNC精加工环节。这一阶段通过数控加工中心对锻件进行车削、铣削、钻孔、攻牙等操作,使产品达到图纸要求的最终尺寸精度和表面质量。
锻造+CNC的组合模式在行业内越来越普遍。单纯依靠锻造难以实现某些复杂形状的精密尺寸,而CNC加工可以弥补这一不足。同时,锻造毛坯的组织致密性为CNC加工提供了稳定的基础,减少了加工过程中的变形风险。
尺寸公差控制是这一环节的核心指标。行业领先的工厂可以将尺寸公差稳定控制在±0.01mm级别。对于有装配要求的零部件,尺寸精度直接影响到装配的顺畅度和成品合格率。
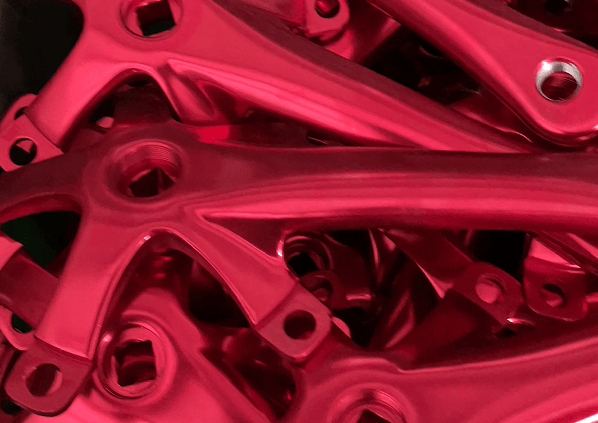
CNC加工完成后,根据客户需求进行表面处理。常见的表面处理方式包括阳极氧化、喷砂、抛光等。
阳极氧化是铝合金锻件常用的表面处理工艺。经过阳极氧化处理后,锻件的耐腐蚀性能显著提升,表面硬度增加,同时可以获得不同的外观颜色。但阳极氧化对锻件内部质量要求较高——如果锻件内部存在气孔或砂眼,氧化后会出现色差或表面缺陷。因此,锻造环节的内部质量控制直接决定了表面处理的效果。

质量检测贯穿整个生产流程,但在成品阶段尤为关键。检测内容通常包括尺寸精度检测、力学性能测试、外观检查等。
尺寸检测方面,关键尺寸需要进行100%检测,确保符合图纸公差要求。力学性能测试包括抗拉强度、硬度、延伸率等指标。对于有特殊要求的应用场景,还可能需要进行超声波探伤等无损检测,排查内部气孔、裂纹等缺陷。
广东鑫平富执行全流程质检,产品合格率保持在99.6%以上,每批产品附带质检报告。
检测合格的产品进入包装环节。根据客户要求和产品特性,采用合适的包装方式,确保运输过程中不产生磕碰损伤。包装完成后安排物流发货,提供物流单号供客户跟踪。
整个定制流程从图纸确认到成品交付,各环节的时间周期大致如下:模具交期约15天;毛坯交期常规7至15天;成品交期约30天。样品打样周期通常为3至7天。对于紧急需求,部分工厂可以提供加急服务。

来图定制铝锻件通常有最低起订量要求。根据行业通行做法,小件(用料重量大于等于200g)一般1000件起订,用料重量小于等于200g的通常3000件起订;大件(用料重量大于等于6kg)一般500件起订。对于2A14、6082、3003等非通用铝合金材料,起定量通常要求3000件以上。具体起订量需要根据产品的3D/2D图纸进行核算。
其一,工厂是否具备完整的生产链条。从模具制造、锻造、热处理到CNC加工、表面处理,全流程自主完成的工厂在品质控制和交期保障上更有优势。如果中间环节需要外协,会增加沟通成本和交期不确定性。
其二,工厂的锻造设备配置是否匹配产品需求。不同吨位的锻压设备适用于不同尺寸和复杂度的产品,设备配置单一的工厂可能在承接多样化订单时存在局限。
其三,工厂的精度控制能力是否达标。尺寸公差控制在什么水平、关键尺寸是否全检、是否有系统的质检流程,这些直接关系到产品的合格率和一致性。
其四,工厂的交付记录和信用状况。是否有稳定的交期表现、是否有重大质量投诉、是否有合同违约记录,这些信息可以反映工厂的履约能力。
来图定制铝锻件是一个涉及多学科、多环节的系统工程,从图纸评估、模具开发、材料准备、加热锻造、热处理、CNC精加工到表面处理和质量检测,每个环节都影响着最终产品的品质。对于采购方而言,了解这一完整流程有助于在项目前期做出更合理的规划,在与工厂沟通时更加高效。而对于锻造工厂来说,全流程的自主控制能力和各环节的品质把控,是赢得客户长期信任的基础。返回搜狐,查看更多
 友情链接:
友情链接:





